

 Home
Home




Custiom Aluminum Square Round Rectangular Oval Pipe Tube Tubing Bending
Basic Info
| Alloy | Alloy |
| Surface Finishing | Anodic Oxidation |
| Alloying Ingredient | 6063 |
| Certification | CE, RoHS |
| Polished Aluminum Profile | Chemical Polishing |
| Transport Package | Carton |
| Specification | Customized |
| Trademark | ALUT |
| Origin | Guangdong, China |
| HS Code | 76042990 |
Product Description
Aluminum Tube&Pipe Bending
This article contains all the information you need to know about Tube Bending. Read further and learn moreabout:
- What is Tube Bending?
- Terminologies used in Tube Bending
- Mechanics of Tube Bending
- Types of Tube Bending

Chapter One - What is Tube Bending?
Tube bending is one of the fabrication methods used to form tubes permanently by bending them. In many circumstances, bent tubes are more useful than in their straight form. Bent tubes are an integral part of many instruments, such as trombones, stair railings, handles, furniture frames, automotive parts, air conditioning equipment, and much more. Pipe and tube fittings are in the form of bent tubes which are used to change the direction of conduits for fluids and gases in exhaust systems, hydraulic lines, pipelines, etc.
Forming may be performed by using cold or hot tube bending techniques. The latter uses heat energy and is performed at a much higher temperature than the room temperature. At the start of a bending operation, it is always fixed at two points, and then a rotating die, roller, or press enforces the bend. The tube bending may be form-bound or freeform. A combination of tensile and compressive forces is experienced by the tubing material as the tooling advances to the tube. The outcome of tube bending is dependent on various factors such as the tubing material, tooling, the amount of pressure applied, lubrication, and the bending geometry to be enforced.Tube fabrication is a collection of processes that are used to make an assortment of products and assemblies out of the straight tube. Aside from tube bending, other fabrication processes include cutting and deburring, slotting, notching, and welding.
Chapter Two - Tube Bending Terminologies
Before selecting the right die for a specific type of tube bending, it is beneficial to know the geometry of a bend. The following terminologies are used in tube bending: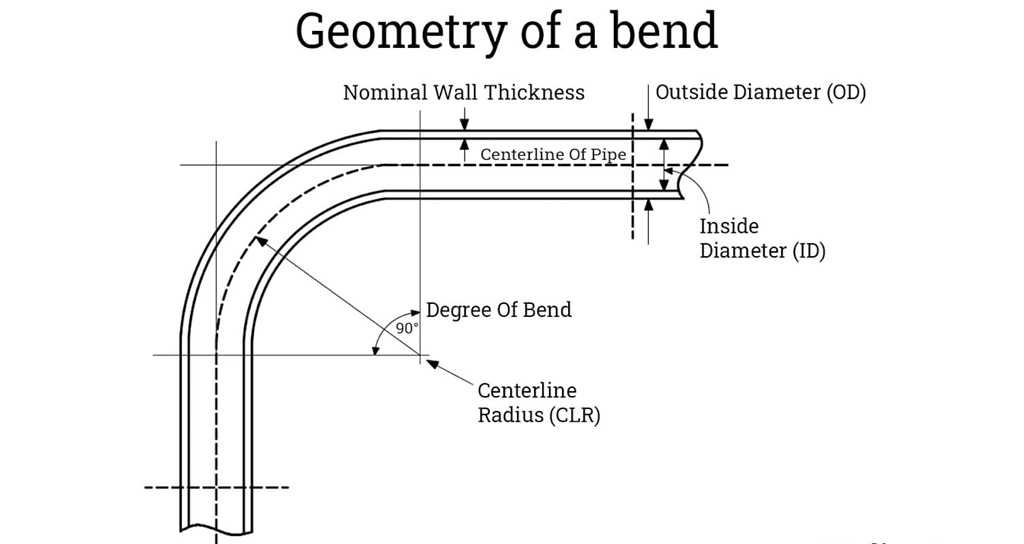
Inside Diameter. Inside diameter is the distance of the innermost edges of the tube's cross-section which passes through the centerline. It is the size of the tube's hole.Wall Thickness. Wall thickness is the difference between the outside and inside diameters of a tube. It is the width of the tubing material, usually measured by calipers for precision. The outside diameter and the wall thickness of the tube are the most important considerations when choosing a die for a tube bending method.
Degree of Bend. The degree of bend is the angle formed by bending the tube which is measured in degrees. It is the "sharpness" of the bend; the tubes with smaller bend angles formed have shaper curvatures. The complementary angle of the degree of bend is called bend angle.Difference Between Tubes and Pipes
Both appear almost the same, and both can be subjected to the same bending technique, but it is also essential to differentiate tubes and pipes. The two terms are often used interchangeably. Tubes are a general term for a round, square, rectangular, or oval hollow section, and are usually utilized for mechanical and structural applications, pressure equipment, and instrumentation systems. Pipes, on the other hand, are used for conveying fluids and are used in all processes and utility lines. Pipe sizes are represented by their Nominal Pipe Size (NPS) and schedule number. NPS is a North American set of standards to designate diameters and the wall thickness of pipes used for high or low pressures and temperatures. The schedule number is a dimensionless value that refers to the wall thickness of a pipe. Tube sizes, on the other hand, are represented by the outside diameter, and the wall thickness is expressed in Birmingham Wire Gauge (BWG).
Chapter Three - Mechanics of Tube Bending
There are several physical changes per area that the tube experiences during bending, depending on the bending technique used and the properties of the tubing material.The outer side of the bend receives tensile forces, which results in the elongation and thinning of the wall.The inner side of the bend receives compressive forces, which results in the wrinkling and thickening of the wall.
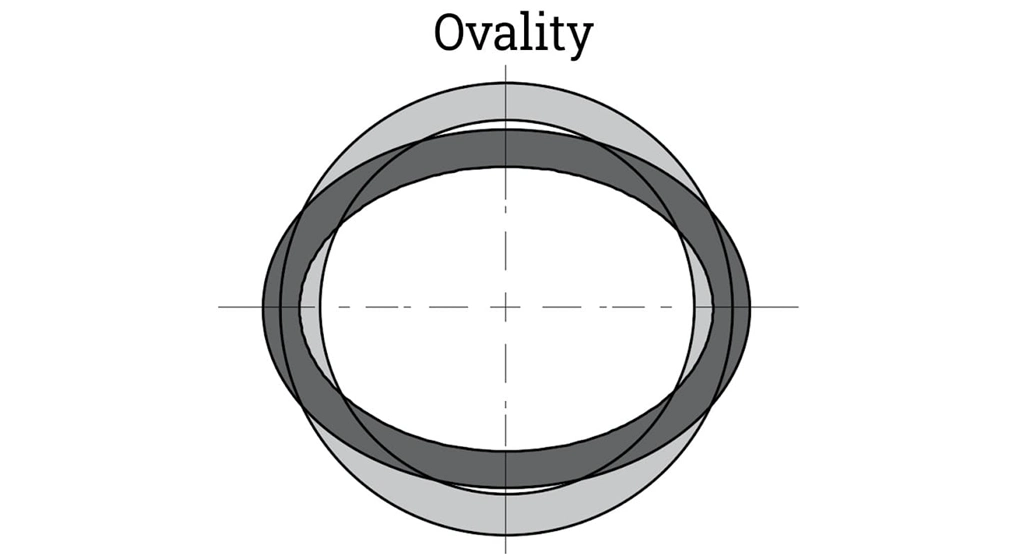
The tube's cross-section experiences a phenomenon called ovality. Ovality is the distortion of the tube's cross-section from the original round shape after bending. It results from unbalanced forces acting on the bend, especially when the tube internal is unsupported. Ovality of the tube is acceptable in some applications, but some industries require precise dimensions of the bend where ovality must be controlled.
The wall factor is the relative wall thickness. It is the ratio of the outside diameter of the tube and its wall thickness. The resulting value determines whether a tube is "thick-walled" or "thin-walled".
The wall factor is used to assess the difficulty of making any kind of bend. Tubes with lower wall factors are easier to bend because less material is required to stretch. Tubes with higher wall factors require more sophisticated dies and mandrels to support the tube.D of the Bend. The "D of the bend" is a technical term used by tube fabricators which refers to the ratio of the CLR of the bend to the tube's outside diameter. This value tells how difficult the tube is to form tight radii. The higher D of the bend, the easier it is to form bends with tighter radii. In an ideal unsupported bend, the tube must have a combination of low wall factor and high D of the bend. Otherwise, it may result in a flat tone bend. This results when the outside wall of the bend collapses because it is not thick enough to support itself. Elongation refers to the extent to which a material can stretch before a fracture occurs. The higher D of the bend, the more material required to stretch it to produce bends with a tighter radius. Elongation is not only dependent on the D of the bend, but also on the material's property (i.e., stainless steel has a higher percentage of elongation than mild steel).
Springback. When a tube is bent to a certain degree, it tends to return to its original flat shape which results in a slightly smaller bend angle. The operator will then slightly "overbend" to compensate the angular difference for the tube to meet the desired bend angle. This occurrence in tube bending is called springback, and it is affecting the accuracy of the tube fabrication process. When a bend is formed in a tube, it consequently forms an uneven molecular density from the shrinking and stretching of the material. The inner region of the bend is compressed while the outer region is stretched. The tensile forces on the stretched region are greater than the compressive forces, and this causes the material to return to its flat position.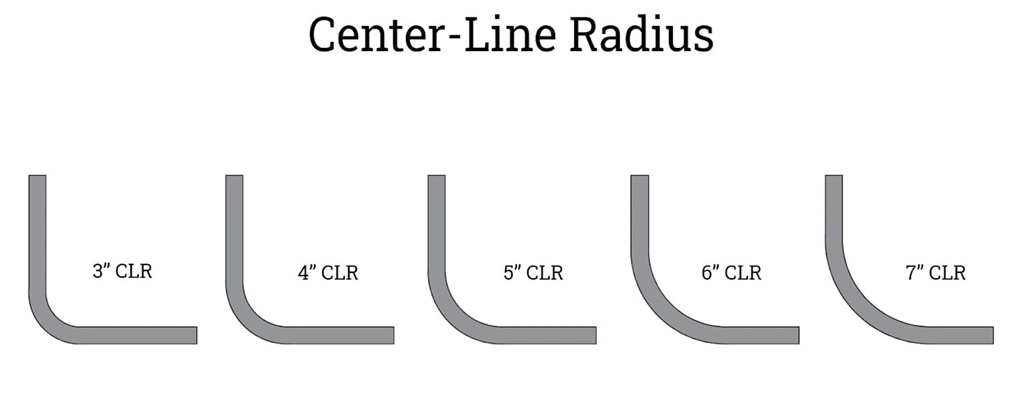
Springback is influenced by several factors such as the material's stiffness, tensile strength, and wall thickness, type of tooling, and bending technique used. Harder materials and smaller CLR produces a greater springback. The bend angle is always augmented by a springback factor which is derived from performing several test bends. Springback factor is not constant for all materials and changes for varying wall thickness and diameters.
Chapter Four - Types of Tube Bending
Tube bending techniques may be form-bound or freeform bending. In form-bound bending, forming is dependent on the geometry of the die, such as press bending and rotary draw bending. In freeform bending, forming is reliant on the movement of the tube through the tooling, such as roll bending. Tube bending techniques may also be classified as cold tube bending or hot tube bending. Cold tube bending is done at room temperature. The most common cold tube bending techniques are the following:
Press Bending
Press bending is the oldest industrial tube bending technique. In this method, the tube is fixed at two points and the ram (or the bend die) is forced against the tube to conform to the shape of the bend. The external dimensions of the cylindrical ram give the characteristics of the bend to be enforced to the tube.
Press bending is a quick bending method for symmetrical parts and requires no lubrication and cleaning. However, it is difficult to make a smaller degree of bend using this method. It offers no support on the tube internally; hence it is prone to deformation in the internal and external curvatures. It often produces an oval cross-section, depending on the tube's wall thickness. This method of bending is difficult to control and is only used when a consistent cross-section is not required.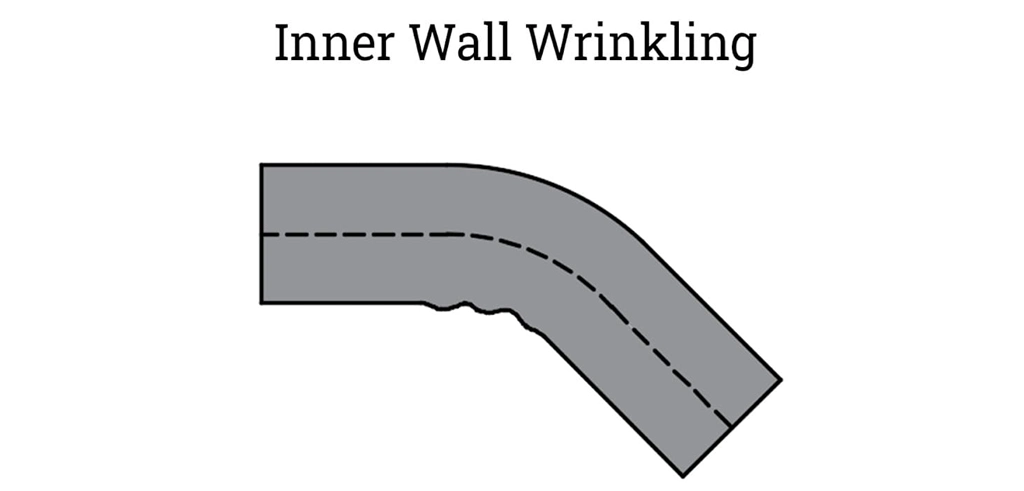
Rotary Draw Bending
Rotary draw bending is a suitable method to create precise bends with constant CLR and constant diameter, giving minimal ovalization. Some of the applications of this technique are found in pipe fittings, instrument tubing, handrails, automotive and aerospace parts. This method is also used for hollow sections with different cross-sectional shapes (e.g., square, oval). A smooth and aesthetically-pleasing bend is produced from the right tooling used matched to the application.
A forming tool called a bend die determines the radius of the bend. It imparts the bend to the tube by rotating it around its outline. The rotation is continued until the desired bend angle is obtained.The clamp die grips the tube on its outside diameter and clamps it to the bend die. Its primary function is to secure the tube during bending. The clamp and bend dies rotate as one piece; the clamp die will turn in the direction of the curvature as the bend die rotates to make the bend. It then moves in and out to allow feeding of the tube. Optimum clamping pressure must be used during bending. The insufficient clamping pressure can cause the tube to slip; excessive clamping pressure can cause the tube to wrinkle or collapse.The wiper die is used to prevent wrinkling of the inside radius of the tube when the mandrel alone is not sufficient. It is positioned behind the bend die with its tip at the tangent point. Wiper dies encounter frictional force during bending, hence the material must be operationally compatible with the tubing material. Improper material may cause galling after numerous bending cycles. Steel wiper dies are used for tubes made of steel, aluminum, copper, and bronze. Aluminum bronze wiper dies are used for bending stainless steel, titanium, and Inconel tubes. To reduce friction, hard chrome plated steel wiper dies are used.The pressure die lies tangent to the bend die and serves two functions. First, it provides an appropriate amount of force to bend the tube and maintains constant pressure at the point of tangency. Then, it pushes the straight tube as it travels around the bend with the aid of a pressure die to assist (or pressure die booster). The pressure die booster applies more compressive force to compensate for the elongation encountered by the outside wall of the tube. The length of the pressure die is dependent on the degree of bending.
The mandrel offers internal support to the tube during bending to prevent collapsing, wrinkling, and ovalization of the tube during bending. Like the wiper die, the material is also an important consideration when choosing the appropriate mandrel. It comes in several types:Plug mandrel. It is used for bending tubes with thicker walls or large CLR bending.Formed end plug. This type is a variation of the plug mandrel where the tip is contoured to match the radius of the bend to give more internal support. It almost has the same application as the plug mandrel.Standard mandrel. This type is the most commonly used as it creates a wide range of bend characteristics. It is one of the flexible mandrels which flexes as the bend is made. It consists of one ball or can be made from a few linked balls. It is the most durable among the flexible mandrels as it uses the largest links.Thin wall mandrel. It is also known as close pitch mandrel. It is used for thin-walled tubes (wall factor of 70 or more), and for creating bends with tight radii. The links are smaller compared to a standard mandrel, which makes the ball segment closer together thus providing more support to the thin-walled tube.Ultra-thin wall mandrel.This type is used for very thin-walled tubes with a wall factor of 200 or more, and for creating bends with the tightest radii. It has the closest ball segments among the flexible mandrels. Both ultra-thin wall mandrel and thin wall mandrel are generally weaker by design, hence it should not be attempted to bend tubes with thicker walls as these types are most likely to break.
Compression Bending
Compression bending is cheaper than rotary draw bending due to its simpler set-up. However, it is limited to circular hollow sections. The set-up does not allow the use of a mandrel to support the inner diameter and may cause the outside surface to flatten slightly. It cannot be used for bending tubes to a small CLR because the tube may break or buckle. This method is commonly used in bending symmetrical workpieces and electrical conduits for structural application.
Roll Bending
The roll bending method is used for creating bends with large CLR for large tubing components. It consists of two stationary rotating rollers and a moving roller which is positioned in a triangular pattern. The stationary rollers rotate in the counter direction of the moving roller. The bend radius is gradually formed as the tube moves back and forth on the rotating rollers.The roll bending method is used for workpieces in structural applications, powder transfer systems, and much more. It is also used to bend the tube into spirals, as the operator can position the tube after one revolution to produce a continuous coil.
Conclusion
Tube bending is a fabrication process used to form tubes permanently. The resulting bend of the bending operation is dependent on tooling, the geometry of the bend, tubing material, and lubrication.Tubing material experiences a combination of tensile and compressive forces during bending.Wall factor and D of the bend are parameters to assess the difficulty to make a bend.Springback is the tendency of a tube to return to its original flat position after the bend is made.Tube bending methods may be classified as form bound or free-form, cold or hot bending.Form bound bending produces bends that are dependent on the geometry of the die. Freeform bending produces bends that are reliant on the motion of the tube along with the equipment's tooling.Cold tube bending techniques are performed at room temperature which includes press bending, rotary draw bending, and compression bending. Hot bending techniques use heat energy to enhance plastic deformation which includes induction bending, and sand packing hot slab bending.